









SAET EMMEDI operates through an international network with over 50 years of experience in induction and automation technology, design and after services, to offer each customer the best customized solutions and long term support. SAET EMMEDI is a world center of excellence in technology and induction applications.
Innovative Technologies for the global market
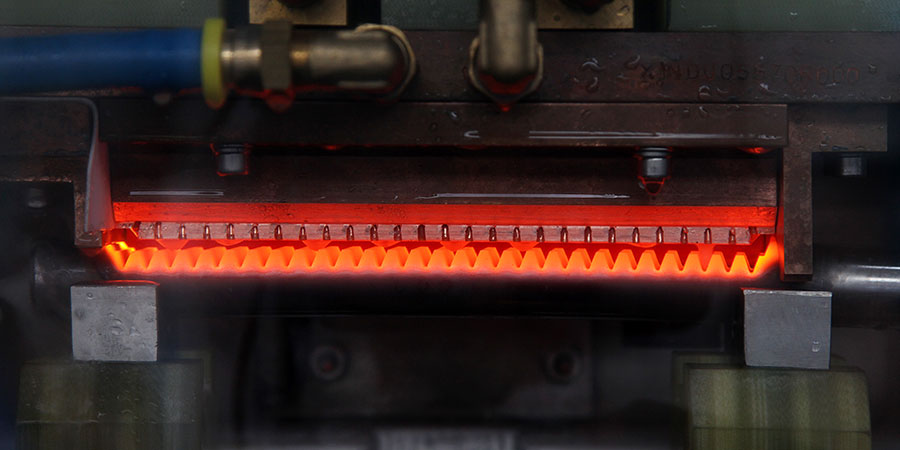
Induction heating is a versatile technology used for different processes, applicable in a variety of industrial sectors. SAET EMMEDI Group offers standard and customized machines based on the flexibility of induction technology.
SAET EMMEDI has a dedicated R&D department to provide our customers with the most up to date and cutting-edge technology to meet their needs.
Custom designed solutions
SAET EMMEDI creates tailor-made solutions based on long history in the production of advanced induction equipment. Through a combination of standard products and innovative engineering applications, we are able to manufacture equipment built for the specific needs of each customer.

SAET EMMEDI Process Development Laboratory provide expertise in the development of Induction Heating and Heat Treatment.
Advanced designs, Industry 4.0, and a wide range of power and frequencies are a few of the benefits of the SAET EMMEDI brand of power supplies.
Discover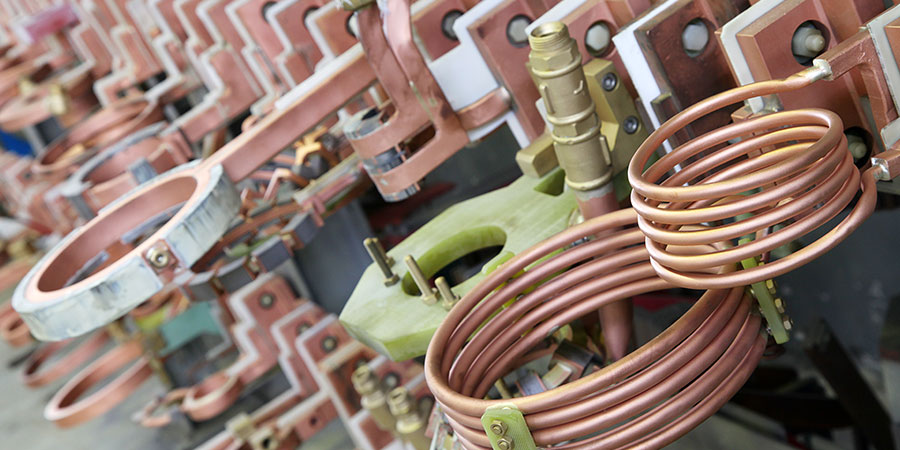

Saet Emmedi has an international network of service centers strategically located to provide prompt response. Special services are available to ensure you have tailor-made solutions that meet your requirements.
DiscoverSAET EMMEDI uses induction for a wide range of processes and applications. Induction heating can be utilized for an ever increasing solution to your heating needs


Tempering is a heat treatment used to reduce the brittleness of a hardened steel. The material is heated below the transformation temperature for a required amount of time. Induction tempering can be installed in-line after the hardening and can also be used as a standalone process

Forging is a manufacturing process involving the shaping of metal using localized compressive forces. The workpieces need to be uniformly heated before being processed. Induction heating machines have a high production rate with an optimal efficiency compared to other heating processes. Induction heating produces a repeatable homogenous temperature that is optimal for forging processes.
Tempering is a heat treatment used to reduce the brittleness of a hardened steel. The material is heated below the transformation temperature for a required amount of time. Induction tempering can be installed in-line after the hardening and can also be used as a standalone process
Forging is a manufacturing process involving the shaping of metal using localized compressive forces. The workpieces need to be uniformly heated before being processed. Induction heating machines have a high production rate with an optimal efficiency compared to other heating processes. Induction heating produces a repeatable homogenous temperature that is optimal for forging processes.





